")
")
| Issue |
Matériaux & Techniques
Volume 114, Number 1, 2026
Special Issue on ‘Advances in Steel Technologies’, edited by Carlo Mapelli, Silvia Barella and Riccardo Carli
|
|
|---|---|---|
| Article Number | 104 | |
| Number of page(s) | 18 | |
| DOI | https://doi.org/10.1051/mattech/2026009 | |
| Published online | 6 mars 2026 | |
Original Article
Improving sustainability of cold rolling of low-carbon steels via oil free lubricants
1
Scuola Superiore Sant’Anna, Pisa 56127, Italy
2
VDEH-Betriebsforschungsinstitut GMBH, Düsseldorf 40237, Germany
3
Tata Steel Nederland Technology BV, Velsen Noord, 1951 JZ, The Netherlands
4
thyssenkrupp Steel Europe AG, Duisburg 47166, Germany
5
thyssenkrupp Rasselstein GMBH, Andernach 56626, Germany
6
Quaker Houghton BV, Uithoorn, 1422 AH, The Netherlands
* Corresponding author: Cette adresse e-mail est protégée contre les robots spammeurs. Vous devez activer le JavaScript pour la visualiser.
Received:
29
August
2025
Accepted:
16
January
2026
Abstract
The European steel sector is committed to improve sustainability of the whole steel production chain, from decarbonisation of major upstream processes up to all downstream operations, including rolling. In particular, in the cold rolling process, oil-in-water emulsions are usually applied to lubricate the cold rolling process of low-Carbon steel. Such emulsions present some drawbacks mainly related to emulsion bath maintenance, subsequent production stages and waste disposal. Past research works showed that in some application areas, Oil Free Lubricants (OFL) show lubricant properties that are comparable to conventional lubricants, while providing significant environmental benefits. These lubricants are formulated as aqueous dispersions of Polyalkylene Glycols (PAG), a water-soluble synthetic polymer base, combined with various additives for lubrication enhancement, corrosion protection, and oil rejection. The project entitled “Transfer of aqueous oil free lubricants into steel cold rolling practice” (Ref. RollOilFree II – G.A. No 101112433) aims at developing an Oil-Free Lubricant for the cold rolling process of low-Carbon steel for applications in the automotive and packaging sectors by assessing its performance in industrial conditions. To this aim, the project combines tests at laboratory scale and simulations with trials in an industrial pilot cold rolling mill and, finally, field trials at industrial scale. Results demonstrate that OFL01 and OFL02 represent the most promising formulations as substitutes for commercial lubricants.
The paper overviews the work undertaken in the first 18 months of the project, including laboratory investigations and part of the pilot trials.
Key words: cold rolling / steel / oil free lubricants
© V. Colla et al., 2026
 This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
1 Introduction
1.1 Background
Lubrication plays a central role in the cold rolling of steel, influencing not only the mechanical aspects of the process—such as force reduction and surface finish—but also the reliability of operations and overall productivity [1]. A high-performing lubricant must simultaneously deliver effective cooling, friction reduction, and surface cleaning. In addition, it should be compatible with downstream operations and meet the specific demands of the steel’s final applications. These multiple functionalities make lubrication one of the most[CE1] influential factors in determining process stability, product quality, and equipment longevity [2].
Traditionally, oil-in-water emulsions containing less than 5% oil have been employed in cold rolling to meet these demands. In these emulsions, the water component primarily acts as a thermal sink, while the dispersed oil phase serves as the lubricant. Despite their dilute oil concentration, these systems show unexpectedly high efficiency due to localized oil enrichment in the deformation zone and film-forming phenomena like plate-out [3,4].
The physical and chemical formulation of these emulsions is critical to their performance. Key oil characteristics such as viscosity and pressure–viscosity behavior directly affect film formation under high loads [5]. Moreover, the inclusion of tailored ester packages and Extreme-Pressure / Anti-Wear additives enhances surface protection and wear resistance under extreme operating conditions [6,7]. The behavior of emulsifiers and the size of oil droplets also determine emulsion stability and maintenance requirements—coarser droplets promote lubrication via plate-out, while finer dispersions are easier to manage in recirculating systems [8].
Nonetheless, conventional emulsions have their drawbacks. Continuous use leads to the accumulation of contaminants such as metal fines, degraded oils, and tramp oils. These impurities are only partially removed by filtration and skimming systems, and they gradually impair lubricant performance. Additionally, emulsion degradation can result in instability, increased sludge formation, and product quality issues. Frequent monitoring, costly disposal procedures, and environmental concerns—especially for palm or mineral oil-based fluids—further complicate their use.
1.2 Emerging alternatives: from emulsions to water-based and oil-free systems
In light of these limitations, research has turned to alternative lubrication concepts that minimize environmental impact and simplify maintenance. Nanoparticle additives have shown promise in closed environments [9], but their potential hazards preclude their use in open-process setups like rolling mills. Water-based lubricants, by contrast, offer a safer and more sustainable route. Specific formulations utilizing Polyalkylene Glycols (PAGs) demonstrate excellent solubility and tribological performance. Under the elevated temperatures typical of cold rolling, PAGs transition into “conditional emulsions,” depositing polymeric films that act as lubricants once the cloud point—typically between 30 °C and 60 °C—is reached [10].
These water-soluble lubricants have already found applications in gear systems [11], machining fluids [12], and forming processes such as wire drawing [13]. In cold rolling trials, water-based lubricants have shown coefficients of friction comparable to conventional emulsions. Tahir [14], for example, demonstrated such equivalence in cold rolling of steel and hot rolling of aluminum. Similarly, Johnsson et al. [15] found that under controlled pilot-scale conditions, water-based conditional emulsions outperformed traditional oil-based products during hot rolling.
1.3 The RollOilFree II project
To further explore this potential, the RollOilFree (ROF) project—co-funded by the Research Fund for Coal and Steel (RFCS)—was launched with the aim of developing Oil-Free Lubricants (OFLs) that could serve as direct replacements for conventional emulsions in cold steel rolling [16]. These lubricants were intentionally formulated without mineral oils or synthetic esters, favoring water-soluble, sustainably sourced components. Laboratory and pilot trials demonstrated excellent lubrication characteristics and a significantly simplified maintenance regime. However, industrial trials revealed limitations. Without adapting the surrounding process engineering—filtration systems, delivery methods, and emulsion monitoring—OFLs underperformed in full-scale mill conditions.
Despite these challenges, ROF offered valuable insights. Notably, it confirmed that OFLs could reduce carbon emissions—particularly when displacing palm oil-based lubricants, which were not included in the original comparison. Palm oil contributes significantly to global warming and biodiversity loss due to deforestation and its high climate impact relative to fossil alternatives. Thus, replacing palm-derived products with OFLs could yield substantial environmental gains.
To address the practical implementation gap, a second RFCS project entitled “Transfer of aqueous oil free lubricants into stee cold rolling practice” (Ref. RollOilFree-II) was initiated in September 2023. Its core objective is to advance OFLs from a promising concept to a fully integrated industrial standard in the steel sector. This is particularly targeted at steel grades used in the packaging and automotive industries. Achieving this goal involves refining the OFL chemistry, tailoring it to specific rolling conditions, and modifying existing mill infrastructure to support its use. The ROF-II project’s comprehensive approach includes:
Fine-tuning OFL formulations for automotive and packaging steel requirements.
Ensuring long-term chemical and performance stability of the lubricants.
Evaluating the need for adaptations in process engineering to accommodate OFLs.
Implementing online monitoring tools for real-time emulsion diagnostics.
Verifying compatibility with downstream operations, including surface treatments and forming.
Developing sustainable care, recycling, and disposal practices for OFLs.
Providing industrial guidelines and cost models to support broad implementation.
Additionally, the project seeks to validate lubricant performance using both laboratory-scale equipment—such as pin-on-disk [17], EHL test rigs [18], and four-ball testers [19]—and high-speed pilot mills. The final stage includes full-scale industrial testing at a packaging steel production facility, aiming to confirm operational reliability and tribological effectiveness under real conditions [20].
Within RollOilFree-II, an OFL is defined as a formulation entirely devoid of conventional oils—be they mineral, natural, or synthetic esters [21]. It should form a stable, transparent or translucent solution when diluted with water. These lubricants exhibit high washability, resist tramp oil contamination, and possess low particle adhesion. This makes them easier to manage, with less residue left on the final product and lower environmental impact during use and disposal.
The shift to OFLs represents a strategic evolution in steel manufacturing. By reducing dependency on carbon-intensive materials, minimizing waste, and simplifying maintenance, these lubricants align with broader goals of sustainable production and cost-effective operations. The results of RollOilFree-II are expected to shape future lubrication practices across the steel industry, paving the way for a more environmentally sustainable and more efficient cold rolling.
1.4 Contributions
This study presents the development and evaluation of OFLs as water-soluble alternatives to conventional oil-based systems for steel cold rolling. The work systematically evaluates three different OFL formulations through laboratory testing, long-term stability assessment, and pilot-scale industrial trials. The research addresses the practical challenges of replacing petroleum-based lubricants in steel manufacturing, where high pressures, temperatures, and contamination levels create demanding operating conditions. The water-soluble nature of these lubricants offers advantages in strip cleaning and tramp oil separation, while presenting new challenges in recovery and waste treatment.
The following sections present the development methodology for three OFL formulations based on PAG chemistry, their tribological performance compared to conventional lubricants, and comprehensive stability testing under simulated industrial conditions. Long-term wear testing over 30 h periods provides insights into performance degradation and chemical stability during extended operation. The filtration and separation technology evaluation examines magnetic filtration for iron particle removal, microfiltration for fine particle separation, and advanced treatment processes including evaporation and oxidation for lubricant recovery and waste treatment. These analyses establish practical pathways for closed-loop systems and wastewater management. Industrial pilot trials conducted at steel manufacturing facilities demonstrate the integration of OFL systems with existing mill infrastructure. Real-time monitoring of pH, conductivity, turbidity, and concentration provides operational control capabilities, while magnetic filtration systems adapted for water-soluble lubricants address contamination management requirements.
The results provide quantitative comparisons of lubricant performance, stability characteristics, and treatment effectiveness across different formulations and operating conditions. These data enable assessment of technical feasibility, operational requirements, and economic considerations for industrial implementation of OFL technology in steel cold rolling applications.
2 Material and methods
2.1 Lubricant systems
Two categories of steel grades were investigated in this study: packaging steels and automotive steels. For packaging steel applications, a DD13 steel (mild unalloyed steel particularly suitable for cold forming) was selected, featuring a thickness reduction ranging from 85% to 92% with final thicknesses between 0.18 mm and 0.25 mm. For automotive steel applications DC04 (soft steel) and a HSLA (higher strength steel) were selected to be evaluated along this project. The corresponding thickness reduction was about 80% for the soft steel and about 60% for the high strength steel. Details on the pilot mill trials can be found in [22].
The conventional lubricant system for packaging steel applications employed a palm-oil-based lubricant containing more than 90% vegetable oil (palm oil) with the remainder consisting of additives. This lubricant was applied as an oil-in-water dispersion through flat spray nozzles directly onto the strip before the roll bite using the MIDAS system (Mobile Industrial Dispersion Application System). For automotive steel applications, the reference lubricant was QH Everoll S 3539 TS1, consisting of approximately 60% synthetic and natural esters, around 20% mineral (fossil) oil, and various additives including emulsifiers and lubricity enhancers. This lubricant was applied at 2% concentration through flat jet nozzles onto work rolls, backup rolls, and into the roll gap at 6 bar pressure. The complete parameter specifications are provided in Table 1.
Three OFLs were developed and evaluated during this investigation. The three formulations (OFL 01, OFL 02, OFL 03) were based on a full synthetic metalworking fluid containing water-soluble PAG as the base lubricant, along with several water-soluble additives including lubricating additives, anti-corrosion additives, and oil rejection aids, all dissolved in 30–40% demineralized water. OFL 01 served as the initial reference formulation. OFL 02 incorporated additional lubricating additives to address the high lubrication demands of steel cold rolling. OFL 03 was formulated to provide enhanced long-term cleanliness performance.
Lubrication performance evaluation was conducted using standardized laboratory testing protocols. The tribological properties of all three OFLs were compared against oil-based references for both automotive and packaging steel applications. Testing parameters and methodologies followed established procedures for metalworking fluid evaluation [23]. Long-term stability trials were performed using a three-rolls test stand (Fig. 1) operated for 30 h across 3–4 days. These tests evaluated both lubrication performance over time and changes in key lubricant parameters. Torque measurements were continuously recorded to assess lubrication stability. Lubricant parameters including pH, conductivity, turbidity, and refractive index have been monitored before and after the wear tests and throughout the pilot mill trials (Fig. 2). Concentration was deduced from the refractive index after calibration. These parameters provided insights into lubricant degradation, contamination, and overall chemical stability during extended operation.
Long-term stability assessment included pump tests designed to investigate OFL stability against temperature variations (30–60 °C), pH changes, and air impact conditions. The pump test protocol measured conductivity, pH, dynamic surface tension, solids concentration, Iron Fines Free Flowing (IFFF) dispersion characteristics, and plate-out values at different temperatures. Tramp oil rejection capability was evaluated through standard settling tests in measuring cylinders with 10 ml and 1.5 ml tramp oil additions, as well as dynamic pump tests where 75 grams of tramp oil was added to assess rejection performance under high-shear conditions at increased stirrer speeds. Metallic dirt handling capability was assessed using a Wear Simulator designed by Quaker Houghton to generate metal wear debris within the lubricant, simulating sludge formation and chemical reactions between steel particles and lubricant components. Performance was evaluated through visual assessment, calculation of sticky sludge/wear ratios, and redispersion testing rated on a 1–5 scale. Bio-challenge testing involved six-week incubation with weekly microbe inoculation to evaluate resistance to biological contamination, with stability monitored through pH measurements and visual inspection.
Specifications of reference lubricants.
 |
Fig. 1 Three-rolls wear tester. |
 |
Fig. 2 Sensors used for the monitoring system in pilot trials (left), Connection of all sensors together using adapted fittings (right). |
2.2 Filtration and separation technologies
Magnetic filtration systems utilizing 1 Tesla neodymium magnets were employed to remove ferrous contaminants. Laboratory testing used single magnet configurations, while pilot trials incorporated three-shifted magnet lines. Filtration efficiency was evaluated by comparing iron mass introduced through wear with the amount removed by magnetic separation. Microfiltration studies employed 1 μm cartridge filters for continuous particle removal following long-term wear testing. Iron content analysis was performed via acid digestion with concentrated nitric acid to quantify filtration effectiveness. Ultrafiltration testing utilized membranes with molecular weight cut-offs ranging from 1000–10000 Da and 40 nm pore size membranes. A 200 ml dead-end filtration cell operated at 10 bar pressure was employed, with nanofiltration membranes (50–500 Da) included for smaller organic additive removal assessment. Evaporation testing was conducted using a rotary evaporator operated at 85 °C, 90 rpm, and 200 mbar pressure. Testing intervals of 20 and 40 min were evaluated to assess evaporation efficiency and behavior at varying concentrations. Advanced oxidation treatment employed hydrogen peroxide (H2O2) and UV radiation in a 0.7 L quartz reactor (Fig. 3) equipped with a 150 W internal UV lamp. The process utilized UV radiation to generate hydroxyl radicals for organic compound mineralization, with Total Organic Carbon (TOC) and Chemical Oxygen Demand (COD) measurements tracking treatment effectiveness.
 |
Fig. 3 Experimental equipment for oxidative degradation with H2O2/UV (left) and UV reactor with radiation source switched on (right). |
3 Results
3.1 Oil-free lubricant properties and stability
The basic properties and stability characteristics of the developed OFLs are presented in Tables 2 and 3. The viscosities of the OFLs were comparable to conventional oils, while pH values were notably higher for the OFLs compared to oil-based systems. Note that, since OFLs do not contain any esters, the saponification value is always 0. Cloud point testing revealed that pure OFL products maintained stability up to approximately 60 °C, though diluted solutions demonstrated reduced thermal stability.
Comprehensive testing demonstrated that none of the three initial OFLs exhibited foaming issues. Laboratory annealing simulation tests showed that all OFLs produced lower carbon residues compared to conventional oils, with significantly reduced residues following strip cleaning simulation. Seal compatibility testing with three different materials showed that Viton seals and tubing flanges used at thyssenkrupp Rasselstein were unaffected by either the reference oils or the tested oil-free lubricants (OFLs), but the seals used in the oil/air lubrication system were strongly affected by all three OFLs. Specifically, exposure to OFLs resulted in seals that were very crumbly and softened, with some of the seal material dissolving—this was evident from discoloration of the lubricant, blurring of seal edges, and the fact that the seal easily crumbled when touched. By contrast, both traditional reference oils had no noticeable influence. Based on these results, it is clear that the affected seal material should not be used when OFLs are applied, and the recommendation is to only use Viton for seals in systems using OFLs.
Extended corrosion testing involving coated panels stored indoors for over four months (Fig. 4) demonstrated that OFLs provided protective performance, producing substantially less corrosion than uncoated panels. However, after 22 weeks, slight corrosion became visible, indicating reduced protection compared to conventional rolling oils.
Basic properties of the tested OFLs.
Stability of the tested OFLs.
 |
Fig. 4 Images of long duration corrosion test. |
3.2 Tribological performance
Laboratory tribological testing results, summarized in Table 4, revealed that OFL 01 demonstrated lubrication performance similar to oil-based references for automotive steel applications. Among the initial three formulations, OFL 02 exhibited the best lubrication properties, though still inferior to oil-based references for packaging steel applications.
Overview table of lab lubrication results.
3.3 Long-term stability performance
Long-term stability trials conducted over 30 h using the three-rolls test stand provided detailed insights into OFL performance degradation (Tab. 5). Key findings include:
OFL 01 exhibited higher initial torque values that progressively increased over time, indicating performance degradation during extended operation.
OFL 02 demonstrated lubrication performance comparable to the reference emulsion, with starting torque values of 30–35 Nm decreasing to 20–22 Nm. Despite this generally favorable trend, slight torque instability was observed during testing, as documented in Table 5. This instability was characterized by minor fluctuations around the mean values rather than a monotonic trend, distinguishing it from the progressive degradation observed with OFL 01.
OFL 03 showed unstable torque behavior, initially starting low and decreasing over time (approximately 30 Nm to 20 Nm after 30 h), followed by sharp increases to stable values of 57–58 Nm daily. Notably, solid residues were observed on and around the rolls when using OFL 03 (see Fig. 5). Energy-dispersive X-ray (EDX) analysis of these residues revealed a high concentration of embedded iron particles which means that the wear particles accumulate in the solid. Additionally, evidence of polymerization of at least one lubricant component was detected. The formation of a thin layer of this polymer-particle mixture on the rollers is presumably responsible for the sharp increase in friction during the first day of the test.
Follow-up testing using aged lubricants revealed that the reference oil-based emulsion maintained stable torque in both fresh and aged states. Aged OFL 01 demonstrated instability indicating performance degradation, while OFL 02 and OFL 03 exhibited unstable behavior in both fresh and aged forms. Notably, aged OFL 02 and OFL 03 showed lower torque levels than their fresh versions, suggesting potentially improved lubrication consistency after aging.
Pump testing (see Tab. 6) showed distinct behavioral differences among the three OFL formulations. OFL 01 maintained consistent appearance across temperature ranges with minimal foaming under air impact conditions, while OFL 02 and OFL 03 exhibited lubricant separation in the back compartments when subjected to air impact. All OFLs maintained relatively stable conductivity and pH values across temperature variations, though plate-out values increased with temperature, reaching maximum values of 863 mg/m2 for OFL 01, 5277 mg/m2 for OFL 02, and 3152 mg/m2 for OFL 03 at 60 °C. Tramp oil rejection testing (see Figs. 6–9) demonstrated that all three OFLs separated tramp oil effectively in standard cylinder tests, with complete separation of 10 ml tramp oil occurring within 30 s for OFL 01. Under high-shear pump conditions (see Tab. 7), concentration increases were 0.1% for OFL 01, 0.4% for OFL 02, and 0.3% for OFL 03, compared to 0.6% for the reference emulsion, indicating varying degrees of tramp oil rejection efficiency among the formulations.
Wear simulator testing revealed distinct sludge formation characteristics among formulations, with OFL 02 exhibiting sticky sludge formation while OFL 03 showed minimal sludge adhesion and the best dispersion performance. All OFLs maintained fluid stability without lubricant separation after metallic dirt contamination, though small, coagulated sludge blobs were observed across all three formulations. Bio-challenge testing demonstrated exceptional microbial resistance for all OFLs, maintaining stable pH and low microbe levels throughout six-week exposure periods with no visible lubricant separation, contrasting with reference emulsions that showed oil splitting after extended microbial exposure.
 |
Fig. 5 Left and middle: Solid residues observed on the edges of the rolls at the 3-rolls test bench (OFL 03), Right: residue collected and analyzed afterwards with EDX methodology. |
Torque evolution during the long-term trials at the three-rolls-wear test bench with the three OFL and the reference oil-based lubricant.
 |
Fig. 6 Tramp oil rejection test – reference emulsion automotive steel. |
 |
Fig. 7 Tramp oil rejection test – OFL 01. |
 |
Fig. 8 Tramp oil rejection test – OFL 02. |
 |
Fig. 9 Tramp oil rejection test – OFL 03. |
Pump tests: effect of temperature and air impact.
Tramp oil rejection in pump test.
3.4 Lubricant parameter evolution
Monitoring of lubricant parameters during long-term trials (30 h tests conducted in the three-rolls test stand, as described in Section 3.3) revealed several important trends (see Fig. 10):
pH values remained stable for all OFLs, indicating effective buffering capacity and absence of microbial degradation.
Conductivity measurements showed clear differentiation between reference emulsion and OFLs. The reference oil maintained stable conductivity (124–134 μS/cm), while OFLs exhibited much higher but stable conductivity (3500–4200 μS/cm), suggesting no ionic contamination or degradation.
Turbidity results varied significantly among formulations. OFL 01 maintained low, stable turbidity indicating good dilution stability. OFL 02 and OFL 03 showed higher initial turbidity that slightly decreased over time, possibly due to improved solubility or phase separation.
Refractive index measurements and calculated concentrations were obtained for all OFLs, though initial concentrations were slightly below 15% due to overspray losses and daily water refill requirements.
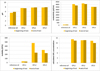 |
Fig. 10 Parameters measurement at the beginning and at the end of the long-term trials. |
3.5 Filtration and separation performance
Magnetic filtration evaluation during long-term trials revealed significant variations in particle collection efficiency. OFL 01 and OFL 03 collected 2–12 times more particles compared to the reference emulsion and OFL 02, indicating higher roll wear and iron particle generation rates. Mass balance calculations showed that 56% of total iron in the reference emulsion was removed by magnetic separation, with OFL 02 achieving similar removal efficiency (56%). OFL 03 demonstrated the highest removal rate at 89%, likely due to generation of larger, more easily separated particles. The organic phase consistently comprised 70.3–75.5% of total collected material across all lubricant types, indicating similar lubricant behavior in adhering to iron particles during magnetic separation. Microfiltration through 1 μm cartridge filters achieved removal of 67–83% of iron particles remaining after magnetic filtration (see Tab. 8). Post-microfiltration iron concentrations ranged from 5–16 mg/L, indicating the presence of submicron iron particles that cannot be removed through microfiltration and may potentially impair ultrafiltration membrane performance.
Evaporation testing demonstrated that all samples exhibited similar evaporation behavior, with efficiency maintained at higher concentrations. Total Organic Carbon (TOC) measurements in the condensate phase ranged from 65–300 mg/L, comparable to emulsion-derived condensate (310 mg/L). Evaporation at 80 °C resulted in approximately 95% separation of OFL mixture from water after heating.
Advanced oxidation process testing showed that while initial TOC values were lower for OFLs (1420–1765 mg/L) compared to PEG 2000 (2575 mg C/L), complete oxidation required approximately 7 h for fresh OFLs. Aged OFL 01 demonstrated faster oxidation (5 h), suggesting degradation of organic substances during long-term testing.
Ultrafiltration results indicated that nanofiltration membranes achieved nearly complete retention of PEG 400 and organic components of OFL 01, 02, and 03. The Synder NFX membrane (150–300 Da) showed slightly higher retention but lower flux (34.5–39.1 L/m2h) compared to Synder NFW (300–500 Da), which demonstrated lower retention but higher flux (68.8–75.2 L/m2h).
Retention of the iron fines by microfiltration.
3.6 Pilot mill trial results
Real-time monitoring during pilot mill trials (Fig. 11) successfully measured pH, temperature, and conductivity for all lubricants. Turbidity measurements were achievable only for OFL 01 due to excessive turbidity in the reference emulsion and in OFL 02 and OFL 03. Consequently, refractive index measurement was limited to OFL 01.
Online monitoring data demonstrated that all measurable lubricant parameters remained stable throughout the rolling of 2–3 coils. As expected, OFL 02 and OFL 03 exhibited similar pH values, while OFL 01 showed slightly higher pH. The reference emulsion demonstrated more acidic conditions with lower pH values. All OFLs displayed similar conductivity levels, significantly higher than the reference emulsion. Refractive index monitoring for OFL 01 (Fig. 12) enabled concentration calculation based on calibration data, showing stable concentration at approximately 14% during cold rolling operations, closely matching the target 15% concentration.
Pilot-scale magnetic filtration using 15 magnetic bars (Tab. 9) revealed significant variation in particle retention among different lubricants. OFL 01 showed substantially fewer collected particles compared to OFL 02, OFL 03, and the reference emulsion. Co-deposition of oil-like substances was observed with both OFL 02 and OFL 03. Direct application via MIDAS with OFL03 was a test case based on this product’s formulation, aimed at evaluating both lubrication and strip cleanliness in packaging steels. The MIDAS system applies lubricant directly onto the strip surface before the roll bite, rather than through recirculation. The MIDAS system used in these pilot trials is notably capable of applying unstable (loose) emulsions, as routinely employed for packaging material rolling. To accurately simulate the suitability of oil-free lubricants (OFL) for packaging applications, the same direct MIDAS application method was employed in all corresponding trials. Iron concentration analysis before and after magnetic filtration (Tab. 10) showed that OFL feed contained significantly lower iron concentrations with considerably higher removal efficiency compared to the reference emulsion. OFL 01 demonstrated particularly low iron concentration, likely attributable to superior strip cleanliness. Particle mass analysis (Tab. 11) confirmed that the lowest particle mass was separated from OFL 01, consistent with its low iron concentration. The mass fraction of adhering organic phase was similar across all lubricants, with slightly higher values for OFLs (93–94%) compared to the reference automotive emulsion (90%).
 |
Fig. 11 Evaluation of the lubricant parameters measured online with the monitoring system for the reference automotive emulsion as well as for the three OFLs. Top left: pH-value, top right: conductivity, below middle: turbidity. |
 |
Fig. 12 Measurement of temperature and refractive index for OFL 01 (left) and calculated concentration (right) during the cold rolling of a hard automotive steel. |
Pictures of the magnetic bars for the reference emulsion and the three OFLs.
Results of the magnetic filtration tests: Iron concentration in the feed/outlet for the automotive coils and the packaging coils.
Results of the magnetic filtration tests: Particle mass and mass of the organic phase.
4 Discussion
4.1 Tribological performance and formulation optimization
The tribological evaluation reveals that OFL formulation significantly impacts lubrication performance, with clear differentiation between automotive and packaging steel applications. The comparable performance of OFL 01 to oil-based references for automotive steel applications demonstrates the technical feasibility of oil-free lubrication systems. OFL 01 achieved average EHL CoF of 0.011 compared to 0.024 for both reference lubricants, representing 54% lower friction in the elasto-hydrodynamic regime. OFL 02 demonstrated a boundary CoF of 0.106 compared to 0.121 for OFL 01, representing a 12% improvement, though still 3% higher than the packaging reference (0.103). The enhanced lubrication performance of OFL 02 among the initial formulations, despite not matching oil-based references for all applications, provides the foundation for subsequent optimizations of second-generation OFLs.
4.2 Stability characteristics and operational implications
The long-term stability assessment reveals critical insights into OFL behavior under industrial conditions, highlighting the complexity of stability evaluation across different testing methodologies. OFL 01 exhibited initial torque values of 38–42 Nm that progressively increased to 45–48 Nm over 30 h, representing approximately a 25% increase. OFL 02 demonstrated superior performance in maintaining consistent torque values throughout 30 h tribological testing, closely matching reference emulsion performance, while comprehensive stability assessments using pump tests and tramp oil rejection evaluations provided different insights into fundamental stability characteristics. OFL 01 showed concentration increase of only 0.1% under high-shear conditions compared to 0.4% for OFL 02, 0.3% for OFL 03, and 0.6% for reference emulsion. These contrasting results suggest that tribological performance consistency during wear testing may not necessarily correlate with operational stability under varying process conditions such as temperature fluctuations, air entrainment, and contamination scenarios.
The instability observed in OFL 03, characterized by residue formation and embedded iron particles during tribological testing, as well as substantial lubricant separation under air impact conditions, highlights the importance of formulation balance between lubrication performance and chemical stability. The polymerization behavior observed suggests that certain additive combinations may be incompatible with extended high-temperature, high-pressure operation.
The parameter stability results, particularly the maintenance of pH and conductivity values across all formulations, indicate effective chemical buffering and absence of significant degradation pathways. The higher conductivity of OFLs compared to conventional emulsions reflects their ionic nature but does not appear to correlate with performance degradation, suggesting this characteristic is inherent to the water-soluble formulation rather than indicative of contamination.
4.3 Filtration and separation technology assessment
The magnetic filtration results provide insights into both lubricant performance and maintenance requirements. OFL 01 generated 0.72 g of magnetic particles compared to 2.68 g for reference emulsion, 4.05 g for OFL 02, and 3.10 g for OFL 03. The significantly lower particle generation observed with OFL 01 suggests reduced wear characteristics, potentially offering operational advantages beyond lubrication performance. Conversely, the higher particle generation rates observed with OFL 03 may indicate increased wear, requiring careful consideration of the total cost of ownership including maintenance and equipment life.
The high organic content (average 93–95% for OFLs versus 90% for reference emulsion) associated with magnetically separated particles across all lubricant types indicates substantial lubricant loss during filtration operations. This finding has important implications for economic viability, as lubricant replacement costs must be factored into overall operational economics.
The microfiltration results demonstrate the complementary nature of magnetic and microfiltration technologies, with combined systems achieving substantial particle removal. However, the persistence of submicron particles highlights the limitations of conventional filtration approaches and suggests that alternative separation technologies may be necessary for complete particle removal.
The evaporation results demonstrate a viable pathway for OFL recovery and wastewater treatment, evaporation at 80 °C achieving 95% separation efficiency, with TOC in condensate ranging from 65–300 mg/L for OFLs compared to 310 mg/L for reference emulsion, indicating potential for cost-effective lubricant recovery. The phase separation behavior observed at elevated temperatures provides a potential mechanism for lubricant concentration and reuse.
The advanced oxidation process results indicate that while OFL mineralization is achievable, the extended treatment times required, complete oxidation requiring approximately 7 h for fresh OFLs (initial TOC 1420–1765 mg/L) versus 5 h for aged OFL 01, may present economic challenges for large-scale implementation. The faster oxidation of aged OFL 01 suggests that lubricant degradation during use may actually facilitate subsequent wastewater treatment, presenting an interesting process optimization opportunity.
The ultrafiltration results demonstrate the technical feasibility of molecular-level separation for OFL recovery, though the concentration limitations observed suggest that pretreatment or process optimization may be necessary for effective implementation at industrial scales.
4.4 Industrial, economic and environmental implications
The pilot plant results validate the technical feasibility of OFL implementation in industrial cold rolling operations. The stable parameter monitoring results during multi-coil rolling campaigns demonstrate operational reliability, while the successful integration of monitoring and filtration systems shows compatibility with existing mill infrastructure.
The concentration stability observed during pilot trials, maintaining target levels throughout operation, indicates that OFL systems can be effectively controlled using conventional monitoring approaches, refractive index monitoring showing concentration stability throughout rolling of 2–3 coils, close to the target 15%. The refractive index monitoring capability for OFL 01 provides a practical tool for real-time concentration management.
The variation in magnetic filtration performance among different OFL formulations suggests that filtration system design must be optimized for specific lubricant formulations. The lower particle generation observed with OFL 01 may offer operational advantages through reduced filtration requirements and extended equipment life.
The reduced carbon residue formation observed in laboratory testing suggests potential benefits for downstream processing, though this advantage must be validated through comprehensive industrial trials encompassing the complete steel processing chain.
5 Conclusion
This comprehensive investigation demonstrates the technical feasibility of oil-free lubricants for cold rolling steel applications, with several key findings supporting their potential industrial implementation:
The systematic development of three OFL formulations resulted in products capable of matching conventional lubricant performance for specific applications. OFL 01 achieved comparable performance to oil-based references for automotive steel applications.
Laboratory and pilot mill testing suggest that properly formulated OFLs may provide adequate lubrication for industrial cold rolling operations. The performance differentiation between automotive and packaging steel applications emphasizes the importance of application-specific formulation optimization.
Long-term stability testing revealed contrasting performance characteristics among OFL formulations depending on the evaluation method. While continuous operation trials identified OFL 02 as maintaining the most consistent torque performance comparable to reference emulsions, comprehensive stability assessments including pump tests and tramp oil rejection evaluations demonstrated that OFL 01 exhibited superior overall stability characteristics. OFL 01 showed minimal lubricant separation across temperature ranges and air impact conditions, achieved excellent tramp oil rejection with significantly lower concentration increases (0.1% vs 0.4–0.6%) under high-shear conditions, and maintained stable visual appearance throughout testing.
The stable pH and conductivity monitoring results across all formulations demonstrate chemical stability under industrial conditions, while the successful pilot plant campaigns validate operational reliability. Real-time parameter monitoring proved effective for process control, with refractive index measurements enabling accurate concentration tracking (14.2 ± 0.3%) during multi-coil rolling operations.
Additional stability assessments confirmed that all OFLs demonstrated superior metallic dirt handling capabilities and exceptional resistance to microbial contamination compared to conventional emulsions, with OFL 03 showing particularly effective sludge dispersion performance. These findings indicate that optimal OFL selection requires balancing tribological performance consistency with fundamental stability characteristics critical for long-term industrial operation.
The magnetic filtration systems demonstrated effective integration with OFL operations, though performance varied among formulations. OFL 01 showed superior performance with minimal particle generation. For OFL 02 and 03, higher particle counts were observed; however, this does not necessarily indicate greater wear. Instead, it is likely that the improved lubrication of these formulations facilitated more effective washing-off and uptake of particles into the dilution, thereby increasing the filtration load.
Multiple treatment technologies showed promise for OFL recovery and wastewater treatment. Evaporation achieved 95% separation efficiency, while advanced oxidation demonstrated complete mineralization capability. Ultrafiltration provided molecular-level separation, though process optimization is required for concentrated solutions.
Pilot mill results validate the readiness of OFL technology for industrial implementation, with successful integration of monitoring and filtration systems. Real-time parameter monitoring proved effective for process control, while multi-coil rolling campaigns demonstrated operational stability.
OFLs demonstrated reduced carbon residue formation, and enhanced strip cleaning characteristics. While water solubility presents wastewater treatment challenges, the availability of multiple separation and treatment technologies provides pathways for economic viability.
The investigation identifies OFL 01 and OFL 02 as the most promising formulations for near-term industrial implementation, with OFL 01 showing superior wear characteristics and OFL 02 demonstrating excellent long-term stability. The successful pilot plant integration demonstrates technical readiness, while the comprehensive evaluation of treatment technologies provides a foundation for sustainable industrial implementation.
Future development should focus on optimizing formulations to combine the superior wear characteristics of OFL 01 with the stability performance of OFL 02, while advancing separation and treatment technologies to optimize economic viability. The demonstrated technical feasibility, combined with environmental benefits and operational advantages, positions oil-free lubricants as a viable alternative for sustainable steel production processes.
Glossary
COD: Chemical Oxygen Demand
MIDAS: Mobile Industrial Dispersion Application System
OFL: Oil-Free Lubricants
PAG: Polyalkylene Glycols
RBMT: Reciprocating Ball-on-Flat Mini-Traction Machine
ROFII: Roll-Oil-Free II Project
TOC: Total Organic Carbon
Acknowledgments
The work described in the present paper has been developed within the project entitled “Transfer of aqueous oil free lubricants into steel cold rolling practice” (Ref. RollOilFree II, Grant Agreement No. 101112433) that has received funding from the Research Fund for Coal and Steel of the European Union, which is gratefully acknowledged. The sole responsibility of the issues treated in the present paper lies with the authors; the Commission is not responsible for any use that may be made of the information contained therein.
Funding
The work described in the present paper has been developed within the project entitled “Transfer of aqueous oil free lubricants into steel cold rolling practice” (Ref. RollOilFree II, Grant Agreement No. 101112433) that has received funding from the Research Fund for Coal and Steel of the European Union.
Conflicts of interest
The authors have no conflicts of interest to disclose.
Data availability statement
This article has no associated data generated and/or analyzed.
Author contribution statement
Conceptualization: V.C., D.R., A.B., L.J., B.S., M.C. Investigation: D.R., O.T., M.U. A.B., L.J., B.S., M.C. Validation: V.C., M.R., F.B., M.S., M.R., W.F. Funding acquisition: V.C, D.R. Resources: V.C., D.R., L.J., M.R., M.S., W.F. Writing—original draft, T.G., V.C., O.T.; Writing—review & editing, A.P., M.N., D.R., A.B., M.U., L.J., M.R., F.B., M.S., M.R., B.S. M.C. and W.F.; Visualization, T.G., D.R., A.B., L.J., M.C.
References
- V. Diegelmann, J. Ostrowski, C. Folland et al., Application of single-phase oil-free-lubricants in cold and hot rolling of flat material, in: Tribology—Industrial and Automotive Lubrication, Technische Akademie Esslingen: Esslingen, Germany, 2020 [Google Scholar]
- S. Chakraborty, S.S. Giri, A. Pandit et al., Kinetics study of cold rolling lubricant degradation through advanced instrumental techniques, Lubr. Sci, 35, 3171 (2022) [Google Scholar]
- S. Cassarini, Modélisation du Film Lubrifiant dans la Zone D’entrée, pour la Lubrification par Emulsion en Laminage à Froid, Ph.D. Thesis, École Nationale Supérieure des Mines de Paris, Paris, France, 2007 [Google Scholar]
- J.A. Schey, Tribology in metalworking friction, Lubrication and Wear J. Appl. Metalwork. 3, 173 (1984) [Google Scholar]
- W.R.D. Wilson, J.A. Walowit, An isothermal hydrodynamic lubrication theory for strip rolling with front and back tension, in: Tribology Convention 1971, Institution Mechanical Engineers, London, UK, 1971, p. 164 [Google Scholar]
- R.J. LeVeque, Finite difference methods for ordinary and partial differential equations: steady-state and time-dependent problems, Society for Industrial and Applied Mathematics, 2007, https://doi.org/10.1137/1.9780898717839 [Google Scholar]
- P. Hiver, Synthese et etude d’additifs bifonctionnels extreme-pression et tensioactifs pour lubrifiants, Ph.D. Thesis, Université Paul Verlaine-Metz, Metz, France, 1995 [Google Scholar]
- Y. Kimura, N. Fujita, Y. Matsubara et al., High-speed rolling by hybrid lubrication system in tandem cold rolling mills, J. Mater. Process. Technol. 216, 357 (2015) [Google Scholar]
- L. Ma, X. Ma, S. Bai et al., Research progress of nanolubrication for rolling process, Int. J. Adv. Manuf. Technol. 129, 3–4, 999 (2023) [Google Scholar]
- M.R. Greaves, PolyAlkylene Glycols: Present and future applications, Tribol. Lubr. Technol. 69, 34 (2013) [Google Scholar]
- N. Sagraloff, A. Dobler, T. Tobie et al., Development of an oil free water-based lubricant for gear applications, Lubricants, 7, 4, 33 (2019) [Google Scholar]
- S. Basten, B. Kirsch, H. Hasse et al., Formulation of sub-zero metalworking fluids for cutting processes: Influence of additives, CIRP J. Manuf. Sci. Technol. 31, 25 (2020) [Google Scholar]
- J.G. Lenard, Metal forming science and practice, Elsevier Science, 2002 [Google Scholar]
- M. Tahir, Some aspects on lubrication and roll wear in rolling mills,” Ph.D. Thesis, KTH Royal Institute of Technology, Stockholm, Sweden, 2003 [Google Scholar]
- A. Johnsson, M. Ekman, A. Janols, Developing environmentally friendly rolling lubricants, Proc. Inst. Mech. Eng., Part J: J. Eng. Tribol., 225, 9, 932 (2011) [Google Scholar]
- Steel Cold Rolling with Aqueous Oil-Free Lubricants, https://www.bfi.de/en/projects/rolloilfree-steel-cold-rolling-with-aqueous-oilfree-lubricants/ Last access August 29, 2025 [Google Scholar]
- J.L. Gonçalves, J.D. Mello, H.L. Costa, Wear in cold rolling milling rolls: a methodological approach, Wear, 426-427, 1523 (2019) [Google Scholar]
- K. Helmetag, Predictive testing of steel rolling oils using the elastohydrodynamic lubrication rig, Tribol. Trans. 48, 1, 119 (2005) [Google Scholar]
- S. Jianlin, Z. Xinming, Evaluation of lubricants for cold rolling aluminum strips, J. Cent. South Univ. Technol. 4, 1, 65 (1997) [Google Scholar]
- H. Steden, W. Neumann, F. Suilen et al., Pilot mill as the key to optimize lubrication and strip cleanliness, Proc. 7th Int. Conf. on Steel Rolling, 467 (1998) [Google Scholar]
- V. Colla, Comprehensive Overview of the ROF-II Project,” Deliverable D1.1. (2024), https://www.rolloilfree2.eu/public-deliverables/ Last access August 29, 2025 [Google Scholar]
- L. Jacobs, D. Reche, A. Ban et al., Development of oil free lubricants for cold rolling of low-carbon steel, Mater. Sci. Forum, 1147, 87 (2025) [Google Scholar]
- J.P. Byers, Laboratory evaluation of metalworking fluids, in: Metalworking Fluids 3rd Ed., CRC press, 2017, p. 187 [Google Scholar]
Cite this article as: Valentina Colla, Tommaso Grossi, Alice Petrucciani, Monia Niero, Delphine Reche, Andreas Ban, Leon Jacobs, Martin Raulf, Frank Busenkell, Martin Schlupp, Marcus Rickers, Bas Smeulders, Mike Cook, Wim Filemon, Pablo Bakermans, Shokoufeh Bakhoda, Martin Hubrich, Orlando Toscanelli, Improving sustainability of Cold Rolling of Low-Carbon Steels via Oil Free Lubricants, Matériaux & Techniques 114, 104 (2026), https://doi.org/10.1051/mattech/2026009
All Tables
Torque evolution during the long-term trials at the three-rolls-wear test bench with the three OFL and the reference oil-based lubricant.
Results of the magnetic filtration tests: Iron concentration in the feed/outlet for the automotive coils and the packaging coils.
Results of the magnetic filtration tests: Particle mass and mass of the organic phase.
All Figures
|
Fig. 1 Three-rolls wear tester. |
| In the text | |
|
Fig. 2 Sensors used for the monitoring system in pilot trials (left), Connection of all sensors together using adapted fittings (right). |
| In the text | |
|
Fig. 3 Experimental equipment for oxidative degradation with H2O2/UV (left) and UV reactor with radiation source switched on (right). |
| In the text | |
|
Fig. 4 Images of long duration corrosion test. |
| In the text | |
|
Fig. 5 Left and middle: Solid residues observed on the edges of the rolls at the 3-rolls test bench (OFL 03), Right: residue collected and analyzed afterwards with EDX methodology. |
| In the text | |
|
Fig. 6 Tramp oil rejection test – reference emulsion automotive steel. |
| In the text | |
|
Fig. 7 Tramp oil rejection test – OFL 01. |
| In the text | |
|
Fig. 8 Tramp oil rejection test – OFL 02. |
| In the text | |
|
Fig. 9 Tramp oil rejection test – OFL 03. |
| In the text | |
|
Fig. 10 Parameters measurement at the beginning and at the end of the long-term trials. |
| In the text | |
|
Fig. 11 Evaluation of the lubricant parameters measured online with the monitoring system for the reference automotive emulsion as well as for the three OFLs. Top left: pH-value, top right: conductivity, below middle: turbidity. |
| In the text | |
|
Fig. 12 Measurement of temperature and refractive index for OFL 01 (left) and calculated concentration (right) during the cold rolling of a hard automotive steel. |
| In the text | |
Current usage metrics show cumulative count of Article Views (full-text article views including HTML views, PDF and ePub downloads, according to the available data) and Abstracts Views on Vision4Press platform.
Data correspond to usage on the plateform after 2015. The current usage metrics is available 48-96 hours after online publication and is updated daily on week days.
Initial download of the metrics may take a while.