")
")
| Issue |
Matériaux & Techniques
Volume 113, Number 4, 2025
Special Issue on ‘Opportunities and Challenges of Hydrogen Use for Steelmaking Decarbonization’, edited by Ismael Matino, Valentina Colla and Akhilesh Swarnakar
|
|
|---|---|---|
| Article Number | 402 | |
| Number of page(s) | 14 | |
| Section | Circular economy, recycling, reuse, sobriety | |
| DOI | https://doi.org/10.1051/mattech/2025014 | |
| Published online | 29 October 2025 | |
Original Article
Assessment of decarbonization pathways for the steel industry using process simulation☆
1
K1-MET GmbH, Decarbonization and Sector Coupling, Stahlstraße 2-4, Linz 4020, Austria
2
Voestalpine Stahl GmbH, Research and Development, voestalpine-Straße 3, Linz 4020, Austria
* Corresponding author: This email address is being protected from spambots. You need JavaScript enabled to view it.
Received:
12
May
2025
Accepted:
16
September
2025
Abstract
As a significant contributor to industrial CO2 emissions, the iron and steel industry needs to adopt CO2-lean technologies to align with the European Green Deal’s target of carbon neutrality by 2050. Process simulation aids in assessing potential decarbonization strategies. This paper investigates a hypothetical stepwise transformation of the steel mill Linz using the flowsheet simulation software gPROMS (General PROcess Modeling System). The transition from the traditional blast furnace-basic oxygen furnace route to an electric arc furnace-based steelmaking process is modelled, integrating hydrogen-based direct reduction, electric smelting furnace, as well as carbon capture, utilization, and storage technologies. A comprehensive analysis of energy streams, including shifts in external energy demand for electricity, natural gas, and hydrogen, is carried out for each potential future scenario. Moreover, the impacts on the steam network, energy surpluses, and Operational Expenditures are assessed. While each transformation scenario lowers direct CO2 emissions, electricity and hydrogen demand rise significantly, increasing operational costs. The results provide valuable insights into the evolving energy requirements and economic challenges the European steel industry is facing on its path to sustainable production. In particular, the economic feasibility of the decarbonization pathways depends strongly on the scalability of key infrastructure, including access to low-cost renewable electricity, affordable green hydrogen, and sufficiently high CO2 prices.
Key words: decarbonization / steel industry / process simulation / energy demand / green hydrogen / carbon capture and utilization (CCU)
ESTEP. H2 for Green Steel meets A Circular Economy. ESTEP Annual Event 2024, Linz, Austria, October 29-31, 2024.
© C. Mühlegger et al., 2025
 This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
1 Introduction
The iron and steel industry represents one of the largest industrial sources of CO2 emissions, accounting for approximately 8% of global greenhouse gas emissions [1]. This high carbon footprint primarily arises from the traditional blast furnace (BF)-basic oxygen furnace (BOF) production route, which relies on coal and coke as reducing agents and accounts for 71% of global steel production [2]. Although European steel production is among the most CO2 efficient worldwide, it still represents 5.7% of total greenhouse gas emissions in the EU-27 [3]. For every ton of crude steel produced via the carbon-intensive BF-BOF method, nearly 2 tons of CO2 are emitted. In contrast, the scrap-based electric arc furnace (EAF) route generates less than 0.5 tons of CO2 per ton of crude steel [4]. While the EAF process offers a significantly lower-emission alternative, its application is constrained by scrap availability and its limitation in producing high-quality steel [5]. These challenges underscore the urgent need for innovative solutions to decarbonize steel production and reach carbon neutrality by 2050, as outlined in the European Green Deal [6].
To address these challenges and achieve substantial CO2 reductions, EUROFER has identified two main strategies [7]: carbon direct avoidance (CDA) and smart carbon usage (SCU). CDA focuses on replacing fossil fuels with renewable energy sources, such as renewable electricity and hydrogen, in steelmaking processes. A key example is hydrogen-based steel production through direct reduction (DR) and EAF, which can reduce CO2 emissions by approximately 90% [8]. However, these processes still require a certain level of carbon content in the steel, which necessitates the use of carbonaceous materials such as natural gas in the DR process, leading to unavoidable CO2 emissions [9]. On the other hand, SCU aims to mitigate these residual emissions through carbon capture and utilization (CCU) technologies, which help close the carbon cycle. By capturing CO2 emissions and utilizing renewable hydrogen, valuable products such as methane or methanol can be produced. While methane can be reintegrated into the steel production process, methanol is typically used in other industry sectors [7].
The steel mill Linz, one of Europe’s largest integrated steel plants, serves as a case study for evaluating potential decarbonization pathways for the European steel sector. This work uses the gPROMS process modelling software to simulate various decarbonization scenarios. First, the integrated steel mill Linz is modelled and validated with measurement data. Then, smaller blast furnaces are replaced by electric arc furnaces, followed by the integration of DR plants. These DR plants are initially operated with natural gas but are expected to transition to hydrogen as renewable hydrogen becomes more widely available. Additionally, an electric smelting furnace (ESF) is introduced to process lower-grade ores, making use of locally available resources while further reducing reliance on carbon-intensive inputs. To address residual CO2 emissions, carbon capture, utilization, and storage (CCUS) technologies are integrated into the simulations, including amine scrubber for CO2 capture, CO2 storage, catalytic methanation, and methanol synthesis. A detailed assessment of energy demand is performed for each decarbonization scenario, focusing on changes in electricity, natural gas, and hydrogen requirement. Additionally, the impact of these changes on the overall energy system, steam network, and Operational Expenditures (OPEX) is evaluated.
2 Potential decarbonization scenarios
Various scenarios are defined to simulate a potential phased transition toward CO2-lean steel production at the steel mill Linz. Measurement data from 2019 serve as the basis for the simulations, with the integrated steel plant producing 5.25 million tons of crude steel and emitting 8.81 million tons of CO2 in that year [10]. For comparison, production levels are assumed to remain constant in future scenarios. Figure 1 outlines five carbon direct avoidance configurations, illustrating the transition from the carbon-intensive BF-BOF route to hydrogen-based steelmaking processes:
Base case 2019: All crude steel is produced using the BF-BOF route in 2019. The integrated steel mill consists of three blast furnaces, three basic oxygen furnaces, a coking plant, a sinter plant, along with an onsite power plant for electricity and steam generation.
Scenario 1 (1 BF replaced by 1 EAF): One of the two smaller blast furnaces is replaced by an EAF, which is charged with 50% scrap, 25% hot briquetted iron sponge (HBI), and 25% liquid pig iron, as defined in [11]. The HBI is imported and produced by an external DR plant. This HBI is assumed to have a minimal CO2 footprint to avoid shifting emissions to another location. In this scenario, 28% of the base case’s crude steel production is produced by the EAF route, while the two remaining blast furnaces ensure continued manufacturing of high-quality steel.
Scenario 2 (2 BF replaced by 2 EAF): The second small blast furnace is substituted by an EAF, which is charged with the same material mix as the first EAF in Scenario 1. With two EAFs in operation, the share of crude steel produced via the EAF route rises to 56%.
Scenario 3.A (2 BF replaced by 2 EAF + DR CH4): A DR plant, operated with natural gas, is introduced to supply the two EAFs with direct reduced iron (DRI). The EAFs are charged with 75% DRI and 25% scrap, while the remaining BF and BOF processes account for 44% of crude steel production. Natural gas-based DR is currently the state-of-the-art technology, as hydrogen-based DR is not yet operational at an industrial scale. Ambitious projects like the Boden plant from Stegra (formerly H2 green steel) in Sweden aim to produce 5 million tons of high-quality steel annually by 2030 using a DR plant operated with green hydrogen and electric arc furnace(s) [12].
In this scenario, natural gas-based DR is considered a bridge technology toward hydrogen-based DR, as it can reduce CO2 emissions by 30–60% compared to the traditional BF-BOF route when combined with an EAF [13]. Up to 30% of natural gas in existing DR plants can be substituted with hydrogen without any significant modifications [14].
Scenario 3.B (2 BF replaced by 2 EAF + DR H2): It is assumed that sufficient hydrogen is available to replace natural gas in the DR plant for iron ore reduction. However, a small amount of natural gas is still required to regulate the process temperature and ensure the appropriate carbon content of the DRI [14]. Onsite hydrogen production via proton exchange membrane (PEM) electrolysis is also considered, with an overall efficiency of 75%, as reported in [15]. Alternatively, hydrogen could be imported, depending on availability. The decision to produce hydrogen onsite will depend on the required infrastructure, the availability of green electricity for electrolysis, and the market supply of green hydrogen. In this scenario, the two EAFs are charged with 75% DRI and 25% scrap, while the remaining BF and BOF processes continue to account for 44% of crude steel production.
Scenario 4 (3 BF replaced by 3 EAF + DR H2 + ESF): The final blast furnace is substituted by an electric arc furnace and an electric smelting furnace. Each EAF produces the same amount of crude steel as in the previous scenarios, with a charge of 75% DRI and 25% scrap. The remaining part of the base case’s crude steel production is handled by a combination of ESF and BOF. The ESF is charged with HBI, derived from the direct reduction of low-grade and medium-grade ores, which account for 85% of global iron ore supply [16]. By employing an ESF, the steel mill can utilize these locally sourced, lower-grade ores, thereby reducing dependence on high-grade ores typically imported from countries like Australia and Brazil [17]. This approach addresses potential supply challenges as global demand for HBI and DRI rises [18]. It is essential for this HBI to maintain a minimal CO2 footprint to avoid transferring emissions to other stages of production. By replacing a BF-BOF-based steel plant with a combination of hydrogen-based DR, ESF, and BOF more than 80% of the initial CO2 emissions can be saved [19].
The output of an ESF consists of liquid hot metal, which is comparable to hot metal produced in a blast furnace, as well as slag, which can be used as a carbon-neutral substitute for clinker in the cement industry [16]. The liquid hot metal is then processed in the BOFs, where it is refined into established steel grades. While the three BOFs are not expected to be operated simultaneously, it is assumed that all three will remain onsite in this and future scenarios. The coking and sinter plant are decommissioned, as they are no longer required in the absence of blast furnaces. With no coke oven gas available and the goal of minimizing natural gas consumption, hydrogen is used to cover the additional energy requirements for downstream processes in the rolling mill. Onsite hydrogen production through PEM electrolysis is assumed to supply the hydrogen needs of both the rolling mill and the DR plant.
Each scenario reflects a stepwise transition toward decarbonized steelmaking, incorporating strategies to enhance energy efficiency, such as reusing off-gases as fuel and recovering waste heat for steam generation. The following off-gases are considered for internal fuel use, for instance, to generate steam and electricity in the internal power plant: blast furnace gas (BFG), basic oxygen furnace gas (BOFG), coke oven gas (COG), and electric smelting furnace gas (ESFG). Additionally, off-gases from the following processes are suitable for steam generation through waste heat recovery: basic oxygen furnace, rolling mill, electric arc furnace, direct reduction with natural gas, and electric smelting furnace. This paper evaluates the potential for internal steam production through off-gas utilization and waste heat recovery. However, due to uncertainties in process-specific steam demands in future scenarios, the analysis does not include a detailed assessment of total steam consumption. As a result, external steam supply may be necessary in some configurations.
Since residual CO2 emissions persist in Scenario 4 despite the absence of blast furnace operations, carbon, capture, utilization, and storage technologies are integrated to mitigate these emissions and support closing the carbon cycle. The CCUS scenarios are built upon Scenario 4 and are illustrated in Figure 2:
Scenario 4.A (Scenario 4 + CCS with amine scrubber): The total flue gases from the hypothetical future steel mill are directed to an amine scrubber to capture 90% of its CO2, using monoethanolamine (MEA) as the solvent. Amine scrubbers using MEA are widely employed for CO2 capture due to their high reactivity with CO2 and effectiveness at low partial pressures [20]. In a further process step, the captured CO2 gas stream is compressed and liquefied for transport and storage. The transportation and storage aspects lie beyond the scope of this scenario’s consideration. Given the absence of a CO2 pipeline infrastructure around Linz, transport via rail is considered a cost-effective solution, utilizing existing infrastructure, while truck transport provides flexibility for shorter distances.
Scenario 4.B (Scenario 4 + CCU with amine scrubber and methanation): The captured CO2 stream is subsequently converted into synthetic natural gas through catalytic methanation. This process offers the advantage that the produced natural gas can be utilized within the steel mill, for instance, in the hydrogen-based DR plant to achieve the required carbon content in the produced DRI. Hydrogen, produced via onsite PEM electrolysis, is required for the conversion, as described by the following reaction [21]:
 (1)
(1)
Due to the exothermic nature of the methanation reaction, cooling is requiredo preserve the catalyst. The heat recovered during this cooling process can be utilized for steam generation, which in turn can be used for CO2 desorption in the amine scrubber, thereby improving the overall process efficiency of this CCU scenario.
Scenario 4.C (Scenario 4 + CCU with amine scrubber and methanol synthesis): Methanol is synthesized from the captured CO2 stream and hydrogen produced via onsite PEM electrolysis. The reactions, as described by Vanden Bussche and Froment [22], are:
 (2)
(2)
 (3)
(3)
 (4)
(4)
Given the exothermic reaction of the methanol synthesis, cooling is required, which enables steam generation. However, the product, methanol, is not directly needed in the steel plant. Therefore, this scenario assumes the presence of external buyers, potentially from the chemical industry, to utilize the produced methanol and ensure an economic benefit.
To enhance clarity and facilitate comparison, Table 1 provides an overview of the simulated decarbonization scenarios. It summarizes key characteristics such as process configuration, CCUS integration, hydrogen use, and the availability of process gases (e.g., COG, BFG, BOFG, and ESFG) that are utilized to generate steam and electricity in the internal power plant.
 |
Fig. 1 Potential carbon direct avoidance scenarios for the steel mill Linz. |
 |
Fig. 2 Overview of considered carbon capture, utilization and storage (CCUS) technologies. |
Overview of simulated decarbonization scenarios and key characteristics.
3 Modelling approach
Models of the metallurgical units are available in gPROMS through the m.SIMTOP model library, which has been developed by Primetals Technologies, voestalpine Stahl GmbH, K1-MET, and TU Wien to facilitate the simulation of metallurgical processes [23]. The gPROMS models are fundamentally based on mass and energy balances, ensuring a physically consistent representation of each process unit. gPROMS offers a unified, equation-oriented simulation environment that enables custom modelling and process simulation. This software tool provides a flexible framework for modelling complex systems, supporting both steady-state and dynamic flowsheet simulations. Its modular approach makes it particularly suitable for scenario analyses, as an individual unit can be easily replaced or adapted.
3.1 Model of the integrated steel mill Linz
The system boundaries for the simulations include the key production facilities involved in the steelmaking process, such as blast furnaces, basic oxygen furnaces, the coking plant, and the sinter plant, as well as the internal power plant for steam and electricity production. Downstream processes such as hot rolling and cold rolling are not included in the simulations, as their modes of operation are assumed to remain unchanged in the future scenarios analyzed in this paper.
The steel mill Linz operates three blast furnaces in parallel. One large blast furnace is responsible for more than 60% of the hot metal production, while the two smaller, equally sized blast furnaces produce the remaining share in equal parts. The blast furnace model is validated based on the large blast furnace of the steel plant Linz. The three basic oxygen furnaces are not operated simultaneously. Therefore, a single large converter is simulated to represent the entire crude steel (CS) production at the integrated steel mill. The coking plant supplies coke to the three blast furnaces, but it cannot fully meet their demand. As a result, part of the coke required for the two smaller blast furnaces is sourced externally. The sinter plant fully covers the sinter demand of the three blast furnaces.
The metallurgical unit models for the blast furnaces, basic oxygen furnaces, coking plant, and sinter plant are tailored to site-specific conditions and validated using measurement data from the steel mill Linz (2019). Significant key performance indicators (KPI) are defined to assess model accuracy. The relative deviations between simulation results and measured data of the defined KPIs are summarized in Table 2.
The validation results indicate a strong alignment between the measurement data and the gPROMS simulation model. For 15 out of 21 analyzed KPIs, the relative deviation remains below 2.25%. The highest deviation of +8.49% is observed in the basic oxygen furnace gas volumetric flowrate. However, this does not impact the scenario simulation, as the CO2 balance of the simulated integrated steel mill is closed by burning potential gas losses and thereby accounting for measurement device inaccuracies. Additionally, the deviation in BOF gas can also be explained by unaccounted flare losses at the beginning and end of the blowing process. Another large discrepancy of −7.78% occurs in the sinter off-gas CO content. However, given its low absolute value, the deviation of approximately 0.09 vol% remains within acceptable limits. A high deviation of +7.41% in blast furnace gas temperature is observed, but this does not affect the energy flow simulations in this paper.
The integrated steel mill Linz is modelled by connecting the metallurgical units with gas streams. Although the downstream processes are not included in the simulation model, their gas and energy requirements and outputs are considered during the post processing of the simulation to contribute to the overall energy and CO2 balance, enabling comparisons with the environmental report of voestalpine (VAS) [10]. The simulation results closely align with the reported values in terms of crude steel production, CO2 emissions, and external energy demand, as demonstrated in Table 3. This confirms the accuracy of the gPROMS model and provides a reliable basis for further decarbonization scenario analysis. For the comparison with the environmental report, an upper heating value of 11.25 kWh/Nm3 for natural gas is used, while the lower heating value of 10.14 kWh/Nm3 is applied for evaluating the future scenarios.
Figure 3 presents the energy streams (gas, steam, and electricity) within the current steel plant in Linz, shown in MW streams. To improve energy efficiency, off-gases from the three blast furnaces (red), three basic oxygen furnaces (blue) and the coking plant (dark green) are recovered and used for heating purposes within the steel mill. For instance, coke oven gas is utilized in the rolling mill. Additionally, a large share of these gases is enriched with natural gas, if necessary, to achieve a required heating value before being used for other processes within the steel plant (pink). Key applications include underfiring the coking batteries in the coking plant, heating the hot blast stoves of the blast furnaces, and supporting operations in the hot strip mill and other downstream units. Any remaining energy demand in the integrated steel mill is covered by externally supplied natural gas (light green) and electricity (yellow). The rolling mill is responsible for 65% of the steel plant’s natural gas consumption and 38% of its electricity usage, while the power plant generates approximately 76% of the overall electricity demand.
Steam (turquoise) is mainly required for heating and specific processes, such as regulating the blast furnace flame temperature and operating steam ejectors for liquid steel degassing. Waste heat recovered from the three basic oxygen furnaces and the hot rolling mill is used to produce steam, which is distributed via the steam network to various consumers. The steam demand assessment is based on winter-season measurements when requirements are highest. Any additional steam needed is generated in the power plant by combusting a mixture of enriched gases, coke oven gas, natural gas, and air. The power plant operates a water-steam cycle to produce electricity while also allowing steam extraction to maintain network pressure. Its efficiency for electricity generation is set according to 2019 measurement data and remains unchanged in future scenario analyses, although improvements could occur with reduced steam extraction.
Validation of the metallurgical unit models of the steel mill Linz.
Model validation of the integrated steel mill Linz.
 |
Fig. 3 Energy streams in MW of the base case. |
3.2 Models for decarbonizing the steel industry
The metallurgical models for decarbonizing the steel mill Linz are available from the metallurgical model library, including the EAF, the DR plant operated with natural gas and hydrogen, as well as the ESF. Literature data is used for model validation, and Table 4 presents selected KPIs, including the corresponding literature sources and the relative deviations between simulation results and literature data.
Due to the lack of publicly available data, the ESF model is kept simplified. It is derived from the EAF model, with assumptions for a carbon content of 4.3% in hot metal, a slag basicity B2 of 1.1, and a slag FeO content of 1%, based on [24]. The ESF is assumed to be fed with 100% HBI, supplemented by small additional inputs of coal and slag formers. The HBI is considered to be produced from locally available lower-grade iron ores via hydrogen-based DR, with a Fe content below 65%. Due to technological uncertainties and limited data from technology developers, the actual electrical energy consumption of the ESF may be higher than the calculated value, as the gPROMS model does not account for false air or nitrogen input through the roof.
The CCUS technologies are modelled using Siemens libraries and validated against literature data, as summarized in Table 4. Overall, the validation results show good agreement with literature data, with most relative deviations remaining below 5%. Larger discrepancies, such as in the specific energy demand of the amine scrubber (−8.27%, corresponding to an absolute difference of only 0.3 GJ/t CO2) and hydrogen consumption in the hydrogen-based DR process (−6.8%), can be attributed to model simplifications and uncertainties in process data. Therefore, while the results of the scenario analyses provide valuable insights into the future energy demand of the steel industry, they should be interpreted with consideration of these uncertainties.
The models for carbon direct avoidance and CCUS technologies are adapted to fit the potential decarbonization scenarios for the steel mill Linz. In specific, the models for the EAF, DR plant, and ESF are scaled to produce the amount of crude steel defined in each scenario, as described in Section 2. This includes adjusting the plant capacities, feedstock ratios (e.g., DRI, scrap, HBI), and energy demand accordingly.
The amine scrubber model is scaled up to handle the flue gases of the potential future steel mill, which contain approximately 5 vol% CO2. Simulation results indicate that the desorber requires 3.2 MJ/kg CO2 to heat the stream for CO2 separation from the washing solution. For Scenario 4.A, the captured CO2 stream is compressed to 20 bar(a) and liquefied to −20 °C for transport via truck or rail, using a closed-cycle CO2 liquefaction system. This system employs a multi-stage refrigeration and vapor compression process with ammonia as a refrigerant, as described in [27].
The methanation model in Scenario 4.B, based on the industrially established TREMPTM process (Topsøe Recycle Energy-efficient Methanation Process) [21] is scaled up to process the captured CO2 stream.
In Scenario 4.C, the methanol synthesis model follows the CO2 hydrogenation pathway described by Vanden Bussche and Froment [22] and is adapted to handle the captured CO2 stream without explicitly considering CO as a carbon source. The model is further modified using the approach from Pérez-Fortes M. et al. [29], as their feed stream closely resembles the CO2-dominated stream in this scenario.
Validation of the models for decarbonizing the steel industry.
4 Results
The results of simulating the five CDA scenarios and the three CCUS scenarios are compared against the base case. Key metrics analyzed include external energy demand, energy surplus, steam network impacts, and Operational Expenditures (OPEX). These metrics provide insights into the feasibility, efficiency, and sustainability of each scenario.
4.1 External energy demand
External energy demand is a critical factor in assessing operational feasibility. Figure 4 illustrates the external energy demand, expressed in TWh per year, for natural gas and electricity across all CDA and CCUS scenarios. As decarbonization progresses, natural gas demand generally decreases, except in Scenario 3.A, where a natural gas-based DR plant is implemented, replacing the reliance on imported HBI in earlier scenarios. Furthermore, the hydrogen-based DR plant in Scenario 3.B requires small amounts of natural gas to achieve the necessary carbon content in the produced DRI, resulting in higher natural gas demand than in the base case.
External electricity demand rises sharply with each decarbonization step, peaking at 24.3 TWh per year in the final transformation scenarios where hydrogen is extensively used.
To account for this, Figure 5 examines external energy demand under the assumption that hydrogen is not produced onsite. In the hydrogen-based steel mill of Scenario 4, total external energy demand reaches 17.7 TWh per year, with hydrogen accounting for nearly two-thirds of the total. In contrast, the conventional BF-BOF steelmaking route used in the base case consumes only 3.6 TWh of external energy annually. This highlights a substantial increase, with total external energy demand in Scenario 4 being approximately five times higher than in the base case, and electricity demand nearly ten times greater, assuming hydrogen is imported.
In the CCU pathways (Scenarios 4.B and 4.C), hydrogen consumption increases by an additional 2.4 to 3.3 TWh per year. This rise attributed to the CCU technologies accounts for only 17–22% of the total hydrogen demand of the decarbonized steel mill. Notably, Scenario 4.B eliminates the need for external natural gas demand by converting captured CO2 into methane. Figures 4 and 5 further indicate that implementing CCS in Scenario 4.A has minimal impact on external energy demand for natural gas, electricity, or hydrogen compared to Scenario 4.
Although CCS is less energy-intensive than CCU, its benefits are largely short-term, as it does not address the broader issue of carbon availability for other industrial applications. Consequently, CCS may not represent a viable long-term strategy. In contrast, CCU enables the reuse of CO2 as a feedstock for valuable products, supporting the transition toward a circular and more sustainable industrial ecosystem.
As conventional process units such as blast furnaces and basic oxygen furnaces are phased out in advanced scenarios, the availability of process gases for internal energy production (electricity and steam) significantly decreases. This shift reduces the steel mill’s potential for energy self-sufficiency and contributes to the rising external electricity demand observed from Scenario 1 onward. In particular, the reduced availability of fuel for the internal power plant increases reliance on grid electricity to meet energy needs.
The feasibility of these scenarios depends on the availability of green electricity and hydrogen, necessitating significant infrastructure investments and further market development.
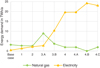 |
Fig. 4 External energy demand of the analyzed scenarios. |
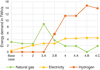 |
Fig. 5 External energy demand of the analyzed scenarios without onsite hyrogen production. |
4.2 Steam network impacts
Steam production and demand are important considerations influencing the overall energy efficiency of each scenario. Figure 6 compares the steam balance in tons per hour (t/h) across the analyzed pathways. In general, steam demand decreases from 160 t/h in the base case to 117 t/h in the hydrogen-based steel mill of Scenario 4. However, the introduction of CCUS technologies nearly doubles the steam requirements due to the high energy intensity of the amine-based CO2 capture process. While it is assumed that the power plant can cover this additional demand in Scenarios 4.A and 4.C, steam import may be necessary, particularly if the available process gases are insufficient for steam production in the power plant. In contrast, in Scenario 4.B, waste heat recovery from catalytic methanation can fully cover the steam demand of the amine scrubber. There is even a surplus of steam, which could be repurposed for external applications such as district heating. Another configuration with surplus steam is represented by Scenario 3.A, which includes two EAFs and a natural gas-based DR plant, where effective waste heat recovery from both units enables full coverage of the steel mill’s steam demand, with additional steam available for external sale.
Furthermore, as decarbonization progresses, waste heat recovery plays an increasingly pivotal role starting from Scenario 2 onwards with the implementation of two EAFs. With fewer process gases available for steam generation in the power plant, maximizing recovery from remaining heat sources becomes essential. Scenario 4 demonstrates that waste heat recovery from metallurgical units can almost fully cover the steam demand of the potential future steel plant. Optimizing waste heat recovery not only reduces reliance on external steam sources, but also improves energy efficiency and lowers operational costs.
It is important to note that this analysis focuses on the internal generation of steam based on waste heat and process gases. Due to significant uncertainties regarding how future process configurations and operational changes might affect steam consumption across scenarios, a detailed modeling of total steam demand was not performed. Therefore, in scenarios where internal production is insufficient, external steam imports may be required to meet operational needs. While the modeling framework does not explicitly quantify this external supply, it highlights the possibility as a relevant consideration depending on future plant design and operation.
 |
Fig. 6 Steam demand and production of the analyzed scenarios. |
4.3 Energy surplus
Energy surplus, expressed in TWh per year, indicates the potential for generating and selling excess energy. Figure 7 highlights the surplus energy produced in three scenarios. Scenarios 4.B and 4.C, which incorporate CCU technologies, generate significant energy surpluses. For example, scenario 4.B enables the external sale of 0.8 TWh of natural gas and 0.5 TWh of steam annually. Similarly, methanol synthesis in scenario 4.C creates a surplus of nearly 2 TWh of methanol per year, providing opportunities for establishing a circular economy. Identifying external consumers for surplus products such as methanol is crucial for the economic viability of CCU technologies.
In contrast, Scenario 3.A, which replaces two blast furnaces with two EAFs and introduces a natural gas-based DR plant, also generates surplus steam. This surplus is produced through waste heat recovery from the EAFs, DR plant, BOF, and rolling mill. However, while this surplus is beneficial, it is notably smaller compared to the energy outputs observed in the CCU scenarios, limiting its potential for large-scale energy sales.
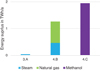 |
Fig. 7 Energy surplus of the analyzed scenarios. |
4.4 Economic analysis
The economic analysis focuses on the base case and the fully decarbonized steel production route (Scenario 4), including the associated CCUS scenarios (Scenarios 4.A, 4.B, and 4.C). Capital Expenditures (CAPEX) are excluded from this analysis, as Operational Expenditures (OPEX) play a more significant role in differentiating the scenarios, primarily due to the high hydrogen demand in decarbonized routes. This is consistent with findings in the literature [30], which highlight the dominant impact of energy-related operating costs in hydrogen-based steelmaking. Moreover, the CAPEX values reported in the literature refer to greenfield projects, whereas in the present case, existing BF and BOF units would require revamping, which would introduce different investment costs that are not directly covered in those estimates. Therefore, CAPEX is omitted in this analysis.
Figure 8 illustrates the CAPEX and OPEX differences between the BF-BOF and hydrogen-based DR-EAF production routes. While the CAPEX difference is relatively small at 6%, the OPEX difference is substantial, reaching up to 62%, primarily due to the influence of electricity and hydrogen prices on operating costs.
Fixed operational costs, such as amortized capital costs, operation and maintenance (O&M), overheads, and other administrative expenses, are not included in this analysis as they are typically estimated as a percentage of CAPEX. For reference, commonly used percentages include:
Electrolyzer: 2.75% of CAPEX [31].
Amine scrubber: 3% of CAPEX for maintenance and 30% of maintenance costs for labor [32].
Methanation plant: 3% of CAPEX [31].
Methanol plant: 2% of CAPEX for annual O&M, insurance, local property taxes and fees, and administrative overheads (30% of direct labor costs) [33].
As a result, the cost assessment focuses on variable operational costs, calculated per ton of crude steel. These include costs for material inputs derived from literature [34–39], as well as natural gas, electricity, and CO2 emissions. The prices are listed in Table 5 and reflect European average values for the year 2023, except for steam, which is based on the 2024 district heating price in Linz. The electricity price corresponds to rates for non-household consumers with annual consumption exceeding 150,000 MWh. It should be noted that steam and methanol are not considered as imported inputs, but rather as potential revenue streams in scenarios where they are produced as surpluses.
Figure 9 illustrates the resulting crude steel production costs for the selected scenarios. Decarbonization significantly increases OPEX compared to the base case, in some cases nearly doubling the cost to as much as 876 €/t CS. This increase is primarily driven by the high electricity demand for onsite hydrogen production. While material costs remain nearly constant across scenarios, electricity expenses vary substantially. In the base case, electricity costs are only 11 €/t CS, whereas in Scenario 4.B they rise to 601 €/t CS. CO2 emission costs, which amount to nearly 140 €/t CS in the base case, can be almost entirely eliminated in the decarbonized pathways. Notably, direct CO2 emissions from the base case are nearly eliminated in the CCUS scenarios. Although the amine scrubber captures 90% of the CO2 from the flue gas of Scenario 4, small residual emissions remain. Redirecting this flue gas back to the amine scrubber could potentially achieve zero emissions, otherwise, less than 1% of the base case’s CO2 emissions persist.
In Scenario 4.B, revenue from natural gas and steam sales, due to synthetic methane production, is shown as a negative OPEX contribution in Figure 9. Similarly, Scenario 4.C includes revenue from methanol sales as a cost offset. However, these CCU-related revenues have only a minor impact on total operational costs. For instance, in Scenario 4.B, natural gas sale accounts for just 1.2% of total OPEX, while methanol sales in Scenario 4.C represent 3.5%.
Electricity plays a decisive role in the economics of hydrogen-based steelmaking with onsite hydrogen production via PEM electrolysis. To evaluate the sensitivity of production costs, 2020 electricity prices (see Tab. 6) are applied as a lower-cost benchmark.
With these lower electricity prices, Figure 10 demonstrates that the cost gap between conventional and decarbonized steelmaking narrows significantly. Although electricity costs remain higher in the decarbonized scenarios, the overall production costs become more comparable to the base case, exceeding it by only 8–15%, excluding revenues from surplus energy sales. Effectively, the costs for natural gas and CO2 allowances in the base case are replaced by electricity expenditures in the decarbonized steel mill. Consequently, high CO2 prices and low electricity or hydrogen prices are key to making decarbonization economically viable.
It is important to note that Scenario 4.A does not account for additional costs related to CO2 transport and storage, as the simulation boundaries include only compression and liquefaction. Therefore, it appears more cost-effective than the CCU scenarios.
Input prices for 2023 (steam 2024).
 |
Fig. 9 Crude steel production costs by scenario (2023 electricity prices). |
Electricity price for non-household consumers with annual consumption > 150,000 MWh in 2020.
 |
Fig. 10 Crude steel production costs by scenario (2020 electricity prices). |
5 Discussion
The simulation results for various decarbonization scenarios for the steel mill Linz demonstrate that CDA via hydrogen-based DR, EAF, and ESF is a promising but energy-intensive pathway towards sustainable steel production. To address unavoidable CO2 emissions from raw materials, the integration of CCUS technologies becomes essential. Among the analyzed options, the combination of an amine scrubber with catalytic methanation emerges as the most promising CCU configuration. This setup not only eliminates the need for external natural gas by converting captured CO2 into synthetic methane, but also utilizes surplus heat from methanation to cover the steam requirements of the capture process.
While CCS offers an energy efficient short-term option for CO2 reduction, CCU technologies represent a more sustainable long-term solution by supporting a circular economy. However, the economic viability of CCU depends heavily on external market demand for byproducts such as methane and methanol, as well as the scalability of the necessary infrastructure.
Furthermore, the OPEX analysis revealed that decarbonized steelmaking pathways become economically viable only under conditions of high CO2 prices and low-cost renewable electricity and hydrogen.
Another key finding is the steep rise in electricity and hydrogen demand with advancing decarbonization. Meeting these energy demands will require robust infrastructure for green hydrogen production, expanded renewable energy capacity, and investment in grid resilience. The industrial readiness of hydrogen-based technologies and the ability to produce steel of consistent quality without blast furnaces remain critical uncertainties.
Additionally, the current assumption of HBI imports could be refined in future simulations by modelling the direct supply of DRI from lower-grade ores to the ESF. Further analysis is also required to evaluate the steam balance in scenarios where waste heat is insufficient to fully support amine regeneration in CO2 capture processes.
The pathways modelled in this paper are based on assumptions by K1-MET and can serve as a foundation for strategic planning. It is crucial to emphasize that the simulations for decarbonizing the steel mill rely on literature data and assumptions. Real-world outcomes may vary depending on technological advancements, energy markets, and regulatory developments.
6 Conclusion
This paper provides a comprehensive analysis of energy requirements and transformations in industrial energy networks across various decarbonization pathways, based on process simulations conducted with gPROMS. It demonstrates the potential for achieving net-zero emissions in the steel industry through a phased transition to hydrogen-based DR-EAF steelmaking and the integration of CCUS technologies.
The findings emphasize the significant increase in hydrogen and electricity demands in the advanced decarbonization scenarios, highlighting the urgent need for expanding renewable energy infrastructure and scaling up green hydrogen production. Furthermore, the results show how operational costs shift from reliance on fossil-based inputs, such as natural gas, and emissions-related penalties, to a higher dependence on electricity costs in decarbonized steelmaking. The cost competitiveness of CO2-lean steel production will ultimately depend on future developments in energy prices.
Finally, decarbonizing the steel sector by 2050 will require a holistic approach that balances technology readiness, consistent product quality, economic feasibility, and environmental sustainability. Collaboration among industries, governments, and stakeholders, alongside policy support and financial incentives, will be essential to achieving a scalable and economically viable transition. Future research should also explore regional disparities in resource availability and spatial scalability constraints to better assess the long-term feasibility of low-carbon steel production.
Funding
The work described in the present paper has been developed within the project entitled “Steam and gas networks revamping for the steelworks of the future” (Ref. SMARTER, Grant Agreement No. 101034060) that has received funding from the Research Fund for Coal and Steel of the European Union, which is gratefully acknowledged. The sole responsibility of the issues treated in the present paper lies with the authors; the Commission is not responsible for any use that may be made of the information contained therein.
Conflicts of interest
The authors declare that they have no conflicts of interest in relation to this article.
Data availability statement
Data associated with this article cannot be disclosed due to confidentiality constraints.
Author contribution statement
Conceptualization, C.M., A.S.C., O.M., I.K.; Methodology, C.M., A.S.C., O.M.; Software, C.M., O.M., A.S., B.R.; Validation, C.M., A.S.C., O.M., A.S., B.R.; Formal Analysis, C.M., A.S.C., O.M., A.S., B.R., A.H.; Investigation, C.M., A.S.C., O.M., A.S., B.R.; Resources, I.K. and A.H.; Data Curation, C.M., A.S.C., O.M., A.S., B.R., T.K.; Writing − Original Draft Preparation, C.M.; Writing − Review & Editing, A.S.C., O.M., I.K., A.S., B.R., T.K. A.H.; Visualization, C.M. and A.S.C.; Supervision, I.K., A.S., T.K., A.H.; Project Administration, C.M., A.S.C., I.K., A.H.; Funding Acquisition, I.K.
References
- Agora Industry, Wuppertal Institute, Lund University, Low-carbon technologies for the global steel transformation. A guide to the most effective ways to cut emissions in steelmaking, 2024 [Google Scholar]
- World Steel Association, World steel in figures 2024, 2024 [Google Scholar]
- European Commission, Towards competitive and clean European steel, 2021 [Google Scholar]
- H. B. Lüngen, Ways to reduce CO2 emissions in iron and steelmaking in Europe, Steel Institute VDEh, Germany, 2021 [Google Scholar]
- M. Wörtler, F. Schuler, N. Voigt et al., Steel’s contribution to a low-carbon Europe 2050, The Boston Consulting Group, Steel Institute VDEh, 2013 [Google Scholar]
- European Commission, The European Green Deal, Brussels, 2019 [Google Scholar]
- Eurofer, Low carbon roadmap. Pathways to a CO2-neutral European steel industry, 2019 [Google Scholar]
- A. Sasiain Conde, K. Rechberger, A. Spanlang et al., Decarbonization of the steel industry. A techno-economic analysis, Matériaux & Techniques 109 (2022) [Google Scholar]
- J. Ripke, J. Kopfle, MIDREX H2: ultimate low CO2 ironmaking and its place in the new hydrogen economy, Direct from Midrex, Midrex Technologies, Inc., 2017, last access March 26, 2025. https://www.midrex.com/wp-content/uploads/Midrex_2017_DFM3QTR_FinalPrint.pdf [Google Scholar]
- voestalpine Stahl GmbH, Environmental report 2020, Linz, Austria, 2021 [Google Scholar]
- voestalpine AG, Arcs in green times, 2023. last access March 26, 2025. https://www.voestalpine.com/blog/en/sustainability/greentecsteel/arcs-in-green-times/ [Google Scholar]
- Stegra, Our Boden plant, last access March 26, 2025. https://stegra.com/the-boden-plant [Google Scholar]
- The Energy and Resources Institute (TERI), Primetals Technologies Austria GmbH, Siemens India, Green steel through hydrogen direct reduction, 2021. last access March 26, 2025. https://www.primetals.com/fileadmin/user_upload/landing_pages/2021/Green_Steel/Publications/downloads/Green_Steel_through_Hydrogen_Direct_Reduction_-_A_.pdf [Google Scholar]
- K. Rechberger, A. Spanlang, A. Sasiain Conde et al., Green hydrogen-based direct reduction for low-carbon steelmaking, Steal Res. Int. 91, 2000110 (2020) [Google Scholar]
- K. Recherberger, A. Sasiain Conde H. Wolfmeir et al., H2FUTURE. GA n° 7355 03. Deliverable D9. 1 Report on exploitation of the results for the steel industry in EU28, 2021 [Google Scholar]
- voestalpine AG., Research projects for green steel production, 2023. last access March 26, 2025. https://www.voestalpine.com/blog/en/sustainability/greentec-steel/research-projects-for-green-steel-production/ [Google Scholar]
- U.S. Geological Survey, Iron Ore Statistics and Information, last access March 26, 2025. https://www.usgs.gov/centers/national-minerals-information-center/iron-ore-statistics-and-information [Google Scholar]
- R. Mazurak, Outlook for DRI production and use, Direct from Midrex, Midrex Technologies, Inc., 2024, last access March 26, 2025. https://www.midrex.com/tech-article/outlook-for-dri-production-and-use/ [Google Scholar]
- G. Wimmer, A. Pfeiffer, B. Voraberger, Smelter − a new pathway for green iron making, in: 9th European Coke and Ironmaking Congress (ECIC), Bardolino, Italy, 2024 [Google Scholar]
- G. T. Rochelle, Air pollution impacts of amine scrubbing for CO2 capture, Carbon Capture Sci. Technol. 11, 100192 (2024) [Google Scholar]
- J. Kopyscinski, T.J. Schildhauer, S.M. Biollaz, Production of synthetic natural gas (SNG) from coal and dry biomass − A technology review from 1950 to 2009, Fuel 89, 1763–1783 (2010) [CrossRef] [Google Scholar]
- K.M. Vanden Bussche, G.F. Froment, A steady-state kinetic model for methanol synthesis and the water gas shift reaction on a commercial Cu/ZnO/Al2O3 catalyst, J. Catal. 161, 1–10 (1996) [Google Scholar]
- B. Weiss, A. Spanlang, W. Wukovits, Flow sheet modelling of steel making routes in a process integration platform, in: 7th European Coke and Ironmaking Congress (ECIC), Linz, Austria, 2016 [Google Scholar]
- A. Pfeiffer, B. Voraberger, G. Wimmer, The behavior of trace elements in the smelter, in: 9th European Coke and Ironmaking Congress (ECIC), Bardolino, Italy, 2024 [Google Scholar]
- M. Aichinger, Technologievergleich von Elektrostahlerzeugungsverfahren, Master’s thesis, Montanuniversität Leoben, 2015 [Google Scholar]
- M. Rabensteiner, Evaluation of CO2 absorption solvents for post-combustion capture on the basis of pilot plant studies on hard coal-fired power plants, PhD thesis, Graz University of Technology, 2016 [Google Scholar]
- N.H.K. Nguyen, Modelling of CO2 liquefaction process from biogas plant and optimization of CO2 logistics, Master’s thesis, Lappeenranta–Lahti University of Technology LUT, 2024 [Google Scholar]
- W.L. Luyben, Design and control of a methanol reactor/column process, Ind. Eng. Chem. Res. 49, 6150–6163 (2010) [Google Scholar]
- M. Pérez-Fortes, J.C. Schöneberger, A. Boulamanti et al., Methanol synthesis using captured CO2 as raw material: Techno-economic and environmental assessment, Appl. Energy 161, 718–732 (2016) [Google Scholar]
- Agora Industry, Wuppertal Institute, 15 Insights on the global steel transformation, 2023 [Google Scholar]
- J. Gorre, F. Ruoss, H. Karjunen et al., Cost benefits of optimizing hydrogen storage and methanation capacities for Power-to-Gas plants in dynamic operation, Appl. Energy 257, 113967 (2020) [Google Scholar]
- A. Aparecido, R. Castro-Amoedo, F. Maréchal et al., Exergy and economic analysis of the trade-off for design of post-combustion CO2 capture plant by chemical absorption with MEA, Energy 280, 128004 (2023) [Google Scholar]
- J. Nyári, M. Magdeldin, M. Larmi et al., Techno-economic barriers of an industrial-scale methanol CCU-plant, J. CO2 Util. 39, 101166 (2020) [Google Scholar]
- N. Pardo, J.A. Moya, K. Vatopoulos, Prospective scenarios on energy efficiency and CO2 emissions in the EU Iron & Steel Industry, European Commission, Luxembourg, 2012 [Google Scholar]
- M. Weigel, Ganzheitliche Bewertung zukünftig verfügbarer primärer Stahlherstellungsverfahren, PhD thesis, Bergische Universität Wuppertal, 2014 [Google Scholar]
- IEAGHG, Iron and steel CCS study (techno-economics integrated steel mill), 2013 [Google Scholar]
- V.F. Chevrier, Slow Road to Recovery for DR-Grade Pellets, Direct from Midrex, Midrex Technologies, Inc., 2019, last access April 07, 2025. https://www.midrex.com/commentary/slow-road-to-recovery-for-dr-grade-pellets/ [Google Scholar]
- S. Ge, E. Widajat, T. Sachdeva et al., A low-carbon-emission flowsheet for BF-grade iron ore using advanced electric smelting furnace, in: AISTech 2023 — The Iron & Steel Technology Conference and Exposition, Detroit, USA, 2023 [Google Scholar]
- D. Singh, C.E.P. Douglas, M. Douglas, Techno-economic study of CO2 capture from an existing coal-fired power plant: MEA scrubbing vs. O2/CO2 recycle combustion, Energy Convers. Manag. 44, 3073–3091 (2003) [Google Scholar]
- Eurostat, European Union energy statistics − Natural gas prices for non-household consumers, 2023, last access November 05, 2024. https://ec.europa.eu/eurostat/databrowser/view/nrg_pc_203/bookmark/table?lang=en&bookmarkId=bf551b0e-9cb7-4a34-b1a8-f2d0887bb246 [Google Scholar]
- Eurostat, European Union energy statistics − Electricity prices for non-household consumers, 2023, last access November 05, 2024. https://ec.europa.eu/eurostat/databrowser/view/nrg_pc_205__custom_13618985/bookmark/table?lang=en&bookmarkId=66f40e44-a46b-4af6-9f5d-52e841a14b39 [Google Scholar]
- European Energy Exchange AG, EU ETS Auctions, 2023, last access November 05, 2024. https://www.eex.com/en/markets/environmental-markets/eu-ets-auctions [Google Scholar]
- Linz AG, Tarifblatt Fernwärme Linz, 2024, last access November 05, 2024. https://www.linzag.at/media/dokumente/waerme_1/tarifblaetter/tarifblatt_fernwarme-linz-tarifzaehler.pdf [Google Scholar]
- Methanex Corporation, Methanex Monthly Average Regional Posted Contract Price History, 2025. last access April 08, 2025. https://view.officeapps.live.com/op/view.aspx?src=https%3A%2F%2Fwww.methanex.com%2Fwp-content%2Fuploads%2FMxAvgPrice-March-26-2025.xls&wdOrigin=BROWSELINK [Google Scholar]
Cite this article as: Christa Mühlegger, Amaia Sasiain Conde, Oliver Maier, Irmela Kofler, Andreas Spanlang, Bernhard Rummer, Thomas Keplinger, Anna Birklbauer, Assessment of decarbonization pathways for the steel industry using process simulationa, Matériaux & Techniques 113, 402 (2025), https://doi.org/10.1051/mattech/2025014
All Tables
Electricity price for non-household consumers with annual consumption > 150,000 MWh in 2020.
All Figures
|
Fig. 1 Potential carbon direct avoidance scenarios for the steel mill Linz. |
| In the text | |
|
Fig. 2 Overview of considered carbon capture, utilization and storage (CCUS) technologies. |
| In the text | |
|
Fig. 3 Energy streams in MW of the base case. |
| In the text | |
|
Fig. 4 External energy demand of the analyzed scenarios. |
| In the text | |
|
Fig. 5 External energy demand of the analyzed scenarios without onsite hyrogen production. |
| In the text | |
|
Fig. 6 Steam demand and production of the analyzed scenarios. |
| In the text | |
|
Fig. 7 Energy surplus of the analyzed scenarios. |
| In the text | |
 |
Fig. 8 CAPEX vs. OPEX for the BF-BOF route and the DR-EAF route [30]. |
| In the text | |
|
Fig. 9 Crude steel production costs by scenario (2023 electricity prices). |
| In the text | |
|
Fig. 10 Crude steel production costs by scenario (2020 electricity prices). |
| In the text | |
Current usage metrics show cumulative count of Article Views (full-text article views including HTML views, PDF and ePub downloads, according to the available data) and Abstracts Views on Vision4Press platform.
Data correspond to usage on the plateform after 2015. The current usage metrics is available 48-96 hours after online publication and is updated daily on week days.
Initial download of the metrics may take a while.